Wussten Sie ?

















Standardverfahren


Chemische Verfahren
Schichteigenschaften
-
 Das Passivierverfahren ist ein rein chemisches Verfahren, deshalb werden auch Bohrungen und Innenbereiche behandelt.
Das Passivierverfahren ist ein rein chemisches Verfahren, deshalb werden auch Bohrungen und Innenbereiche behandelt. -
Oberflächenschichten mit Anlauffarben oder Oxiden sind chromverarmt. Hier ist die natürliche Passivschicht nur schwach ausgebildet. Solche Oberflächen müssen vor dem Passivieren gebeizt werden.
Rohrleitungen und -elemente
Fremdeisen infolge mechanischer Bearbeitung oder durch Abrieb an Rohrbiegewalzen wird durch Passivieren zuverlässig entfernt.


Fittings
Mechanische Verbindungen können Spalt-korrosion infolge mangelnden Sauerstoffzutritts verursachen. Passivieren schafft auch hier Abhilfe.
Nutzen Sie unsere Erfahrung
Wir passivieren Einzel- als auch Serienteile aus Bereichen wie Pharma-, Lebensmittel- oder Luftfahrtindustrie nach den gängigen Normen EN 2516:1977, ASTM A380 oder ASTM A967.
Plattenwärmetauscher
Passivieren ist ein gängiges Verfahren zur Vermeidung von Lochfraß, verursacht durch Verunreinigung mit Fremdeisen infolge von Umformprozessen an Plattenwärme-tauschern.

Technische Daten
-
‣Substrat:
-
‣mögl. Verfahrensklassen:
-
‣Bearbeitungstemp.:
-
‣Abtrag:
-
‣Bearbeitungsgröße:
-
‣Teilegewicht:
-
‣Konformität:
-
‣Massenanteil Cr > 10,5%
-
‣Massenanteil C < 1,2%
-
‣frei von Anlauffarben ¹⁾
-
‣frei von Zunder ¹⁾
-
‣frei von Eigenrost/Fremdrost ¹⁾
-
‣frei von organischen Verunreinigungen, Ölen, Fetten
-
¹⁾ in diesem Fall muss die Oberfläche vorab gebeizt
-
werden. Sprechen Sie mit uns.
Beispiele
Wissenswertes

Merkmale
-
‣nichtrostender Stahl
-
‣gem. EN 10088-1
-
‣C1, C2, C4
-
‣RT - 60°C
-
‣nicht messbar
-
‣1.700 x 1.150 x 550 mm
-
‣bis 200 kg
-
‣RoHS, WEEE, REACH
Technisches Datenblatt


Umwelt & Sicherheit
Die auf dieser Seite
beschriebene Passivierung
erfüllt folgende Anforderungen:
RoHS konform
REACH konform
WEEE konform










Edelstahl Passivieren
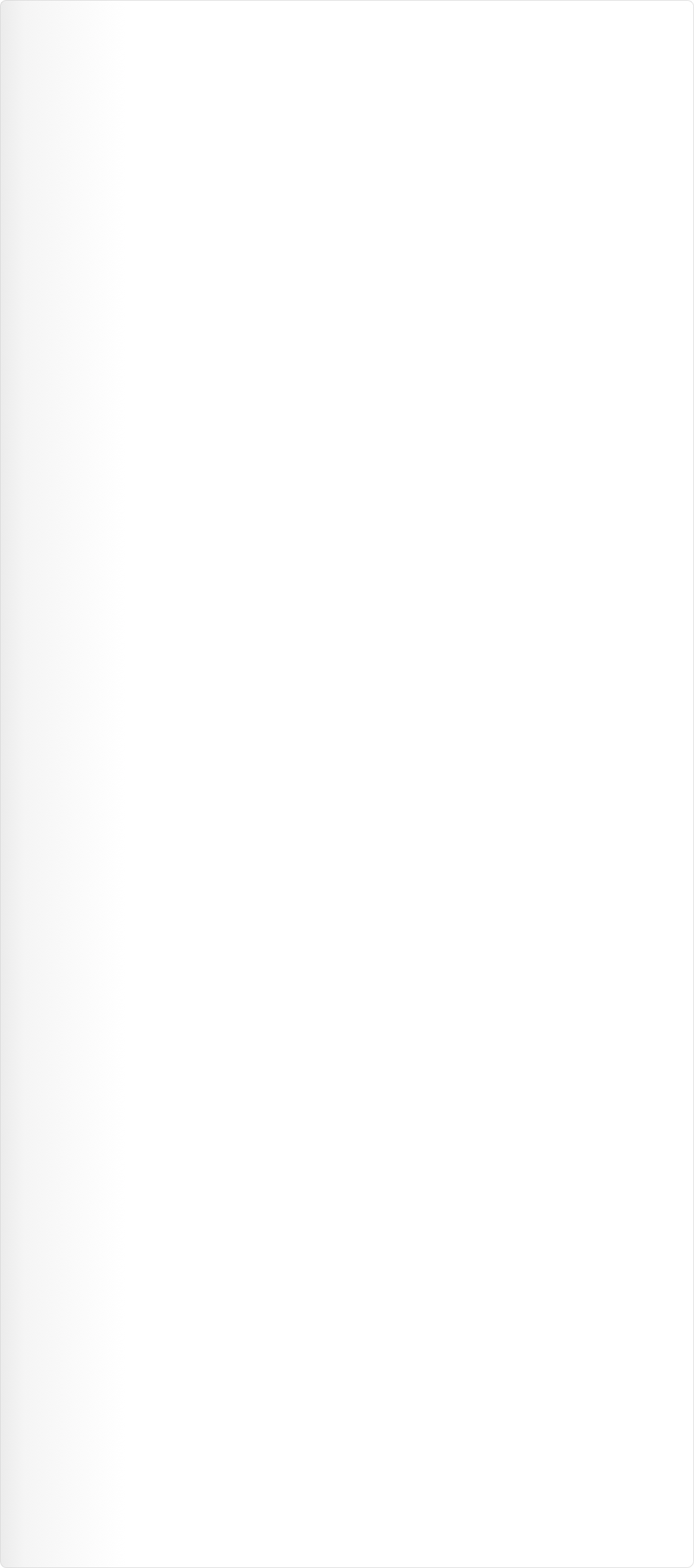
Oberflächenanalyse nach dem Passivieren
Die XPS Oberflächenanalyse passivierter Edelstähle zeigt eine Anreicherung von Sauerstoff als auch eine deutliche Verarmung von Eisen an der Oberfläche.
Der Sauerstoff ist dabei an Chrom und Nickel gebunden und bildet so die schützende Passivschicht aus.
Unser Prüflabor kann im allgemeinen sämtliche luftfahrt-spezifischen oder militärischen Prüfungen der passivierten Oberflächen durchführen.
Prüfungen müssen jedoch in Art und Umfang im Einzelfall vereinbart werden.
Kenndaten

Bewährtes Verfahren
Unter Passivieren von Edelstahl versteht man die chemische Oxidation des Chroms und Nickels an dessen Oberfläche bei gleichzeitiger Entfernung von Fremdeisen oder Eisenmischkristallen. Somit entsteht eine im Vergleich zur natürlich ausgebildeten Passivschicht deutlich gesteigerte Passivität gegenüber korrosiven Umwelteinflüssen.
Warum überhaupt passivieren ?
Unter bestimmten Umständen kann die natürlich ausgebildete Passivität aufgehoben werden und sich nicht von selbst wieder einstellen. Die Oberfläche wird „aktiv“ und korrodiert. Bei nichtrostenden Stählen kann die Oberfläche lokal dort aktiv werden, wo der Sauerstoffzutritt unterbunden ist, z. B. bei mechanischen Verbindungen, in unzugänglichen Ecken oder fehlerhaften Schweißnähten. Lokalkorrosion in Form von Lochfraß oder Spaltkorrosion kann dann die Folge sein.



Voraussetzungen
-
Edelstähle bilden an der Atmosphäre automatisch eine natürliche Passivschicht aus. Die künstlich erzeugte ist jedoch deutlich dichter und dicker als die Natürliche.
-
Passivschichten wirken selbstheilend, d.h. nach Beschädigung bilden sie sich bei Kontakt mit Luftsauerstoff von selbst wieder aus.



Dekorative Beschichtung
für hochwertige Werkzeuge

Einzigartige Trockenschmierschicht für Wälzlager

Korrosionsschutz ohne Cadmium für
Luft- und Raumfahrtanwendungen

Trockenschmierschicht
für Ofenlager







„EN 2516 V“
-
‣V - Verfahrensklasse
Normative Regelungen
-
‣DIN EN 2516
Passivierung von korrosionsbeständigen Stählen und Dekontaminierung von Nickellegierungen -
‣LN 29 747
-
Fertigungsrichtlinien für das Passivieren von nichtrostenden Stählen
-
‣DIN EN 16048
-
Passivieren von Verbindungselementen aus nichtrostenden Stählen
-
‣ASTM A380, ASTM A967
-
‣Austenitisch ausscheidungshärtende Stähle
-
‣Austenitische Chrom-Nickel-Stähle, hochwarmfeste Nickellegierungen
-
‣Ferritisch und martensitische Chrom-Stähle,
-
‣martensitisch ausscheidungshärtende Stähle
-
‣
-
‣Behandlung in Salpetersäure und Natriumdichromat
-
‣Behandlung in Salpetersäure
Zeichnungsangaben
Beispiel:
EN 2516 C1
-
‣C1 -
-
‣C1,C2 -
-
‣C4 -
-
‣
-
‣
-
‣C1,C4 -
-
‣C2 -
| EN 9100 | AEROSPACE

Copyright © 2010 MBK GmbH. Alle Rechte vorbehalten.